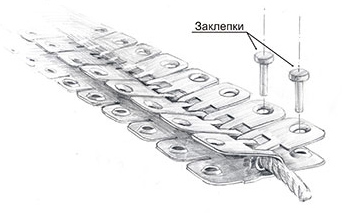
Заклёпочное соединение конвейерных лент (внахлёстку, внакрой)
На скобы
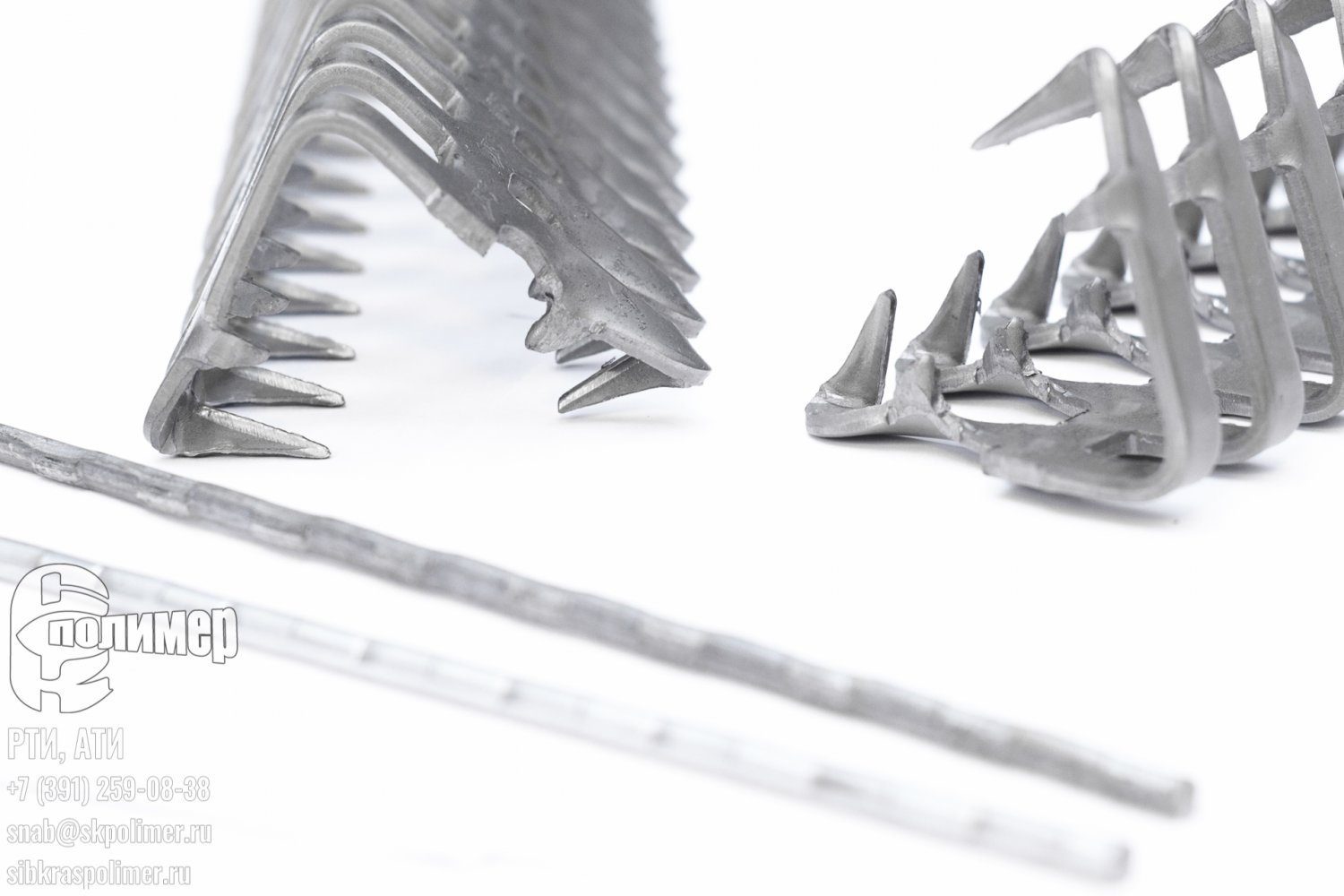
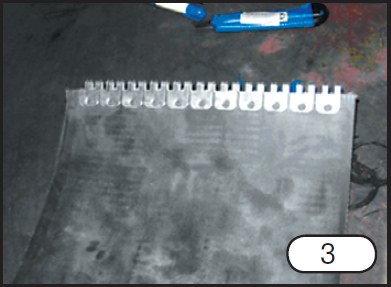
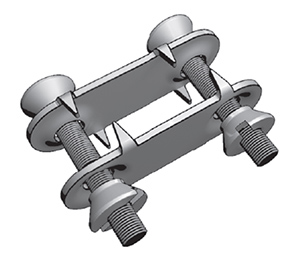
Система стальных соединителей «Крокодил»
Тип соединений «Крокодил» идеально подходит для стыковки концов кожаных, резиновых или тканевых лент (ремней), толщиной от 3 до 16 мм.
Соединения поставляются в частях длиной 290 мм и могут разделяться на более короткие отрезки по мере необходимости.
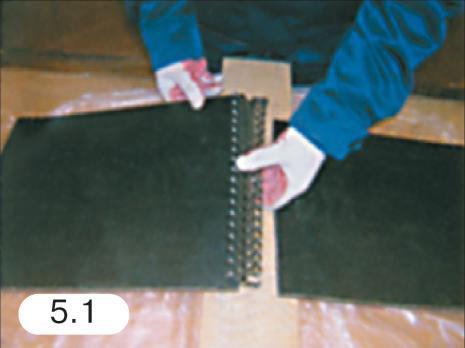
Желательно, чтобы длина устанавливаемого соединения была несколько короче, чем общая ширина ленты (ремня). Оба конца соединяемой ленты должны быть обрезаны ровно и строго перпендикулярно. Надев соединение на ленту, закрепляйте его при помощи молотка, начиная с боковых зубцов и затем постепенно продвигаясь к середине. Убедитесь, что соединения на противоположных концах ремня аккуратно стыкуются друг с другом. Напоследок плотно вставьте пару специальных прилагаемых стержней в петли соединений.
Примечание: Поверхность соединения без поперечной пластины должна быть расположена со стороны шкива.
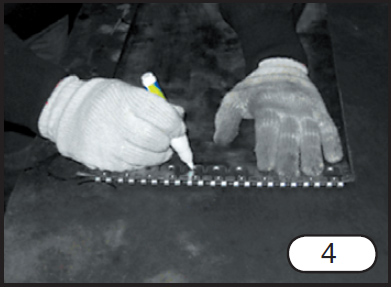
Алгоритм соединения лент с помощью системы «Крокодил»
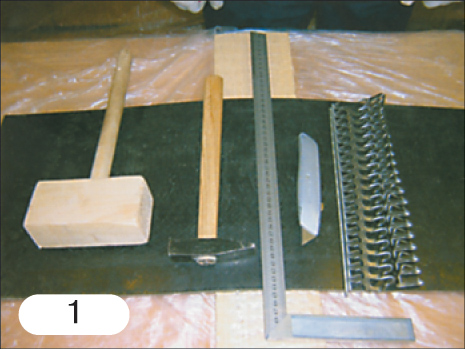
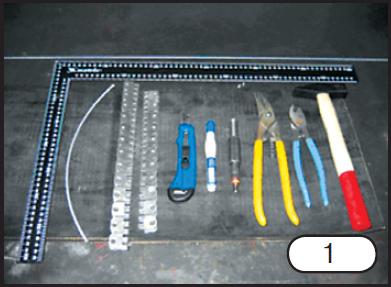
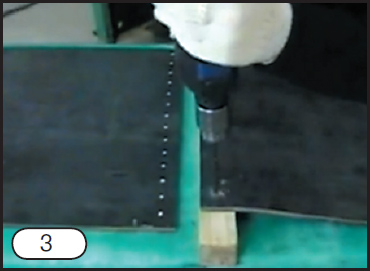
Подготовить инструменты, необходимые для работы.
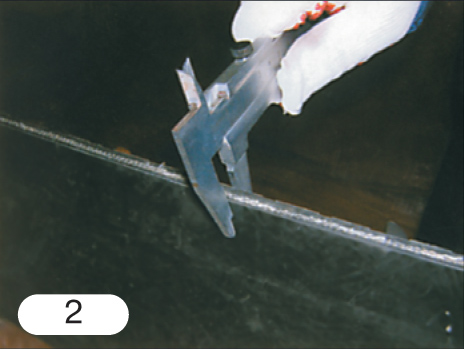
Измеряем толщину конвейерной ленты. В зависимости от размера подбираем № комплекта.
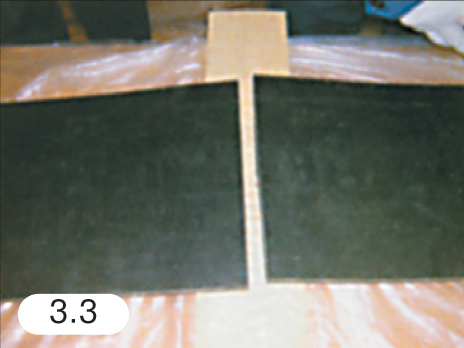
С помощью угольника, строго под углом 90° отрезаем ленту (ремень). Края ленты (ремня) должны быть ровными.
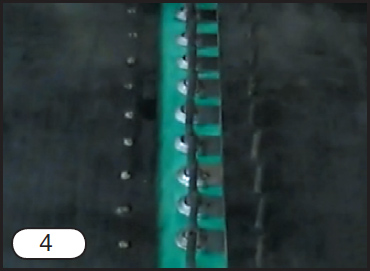
Стыкуем крепления между собой.
Вставляем конвейерную ленту (ремень) в крепление. Крепление должно быть короче ленты (ремня) на 5 мм с обеих сторон.
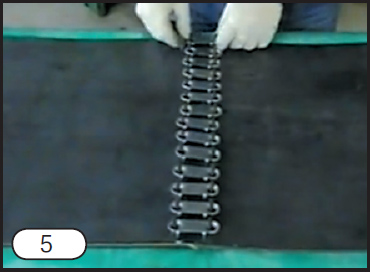
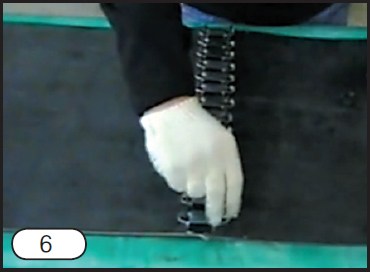
Забиваем зубцы, начиная с краёв.
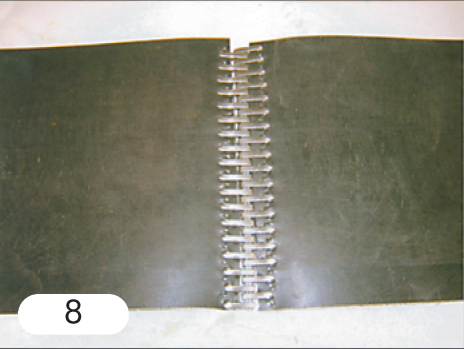
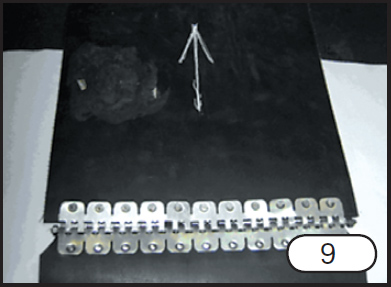
Получаем надёжное соединение конвейерной ленты (ремня) за очень короткий промежуток времени.
Поверхность соединения без пластины должна быть расположена со стороны шкива (барабана).
В один комплект крепления входят 2 соединения с зубцами и 2 штыря с просечками.
Механический соединитель
Соединитель предназначен для быстрой механической стыковки конвейерных лент и плоских ремней толщиной от 2 до 7 мм. и от 7 до 15 мм.
Ширина замка 600 мм., уменьшается путем удаления лишних звеньев или добавлением звеньев для увеличения ширины. Максимальное натяжение 70 кН/м.
Состав комплекта:
замок;
соединительный трос;
клепки.
Алгоритм соединения лент и плоских ремней с помощью механического соединителя
Размечаем маркером отверстия под заклепки.
По разметке пробиваем отверстия пробойником.
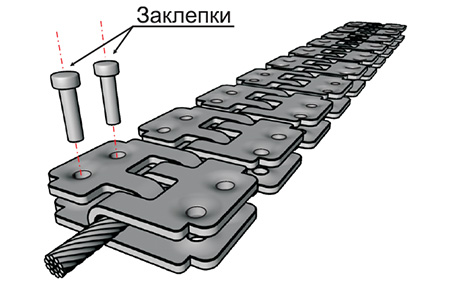
Надеваем замок и вставляем заклепки.
Расклепываем заклепки.
Соединяем ленту (ремень) и вставляем соединительный трос.
На концы троса надеваем гайки и расклепываем.
Обрезаем края ленты (ремня) под углом по ходу ленты (ремня).
Если Вы устанавливаете замок на тонкую ленту (ремень), то либо подрезайте заклепки до нужной длины, либо используйте другие.
Инструменты для установки замка.
Обрезаем ленту (ремень) под углом 90°.
Примеряем замок на ленту (ремень).
Правильная установка — замок устанавливается на равном отступлении от краев ленты (ремня), оставляя место для заделки соединительного троса.
Замок не должен:
выступать за края ленты (ремня);
быть слишком коротким.
Соединитель "Замок"
Назначение: стыковка и ремонт лент и плоских ремней толщиной от 5 до 30 мм.
Болт замка вварен контактной сваркой, что увеличивает прочность стыкуемой ленты и облегчает установку соединителя.
Максимально рекомендуемое натяжение ленты 630 кН/м.
Замки устанавливаются на транспортерных лентах с высокой силой натяжения, используемых в угледобывающей промышленности, на горнодобывающих работах с твердыми породами, в литейных цехах, зерновых элеваторах, цементных и сталелитейных заводах.
Необходимые инструменты:
шаблон для разметки отверстий,
уголок,
маркер,
нож,
ключ (шуроповерт) для заворота механического соединения,
дрель (пробойник).
Алгоритм соединения с помощью замка
Обрезаем конвейерную ленту под углом 90°.
Размечаем отверстия (расстояние от края ленты до центра отверстия 23 мм; расстояние между центрами отверстий 35 мм). Отверстия должны быть равноудалены от краев ленты.
По разметке пробиваем отверстия дрелью.
Вставляем один болт механического соединения (замка) в отверстие на одном краю ленты. Проделываем те же операции (п.1–3) с другим концом ленты, надеваем ленту на свободные болты механического соединения. При правильной установке замка края ленты плотно прилегают друг к другу.
Надеваем верхнюю часть замка. Если края ленты плохо сошлись, то под верхней частью замка продеваем пластиковую ленту. Тогда при закрытии замка она плотно прижмется к ленте и закроет щель.
Накручиваем гайки на болты. Протягиваем шуроповертом (ключом). Лишние концы болтов отламываем с помощью трубки или спиливаем.
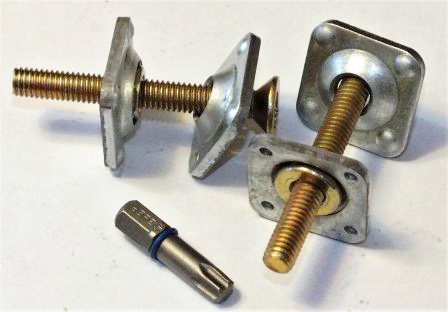
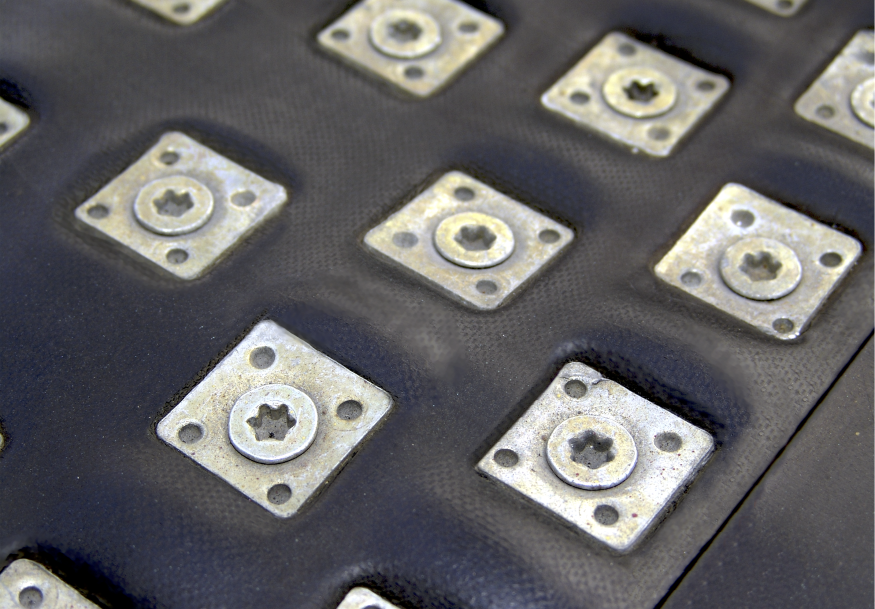
Замок на одном винте для стыковки внахлёст
Механический соединитель предназначен для стыковки “внахлест” конвейерных и транспортёрных лент.
Стыковка ленты с помощью соединителя отличается повышенной надёжностью и долговечностью.
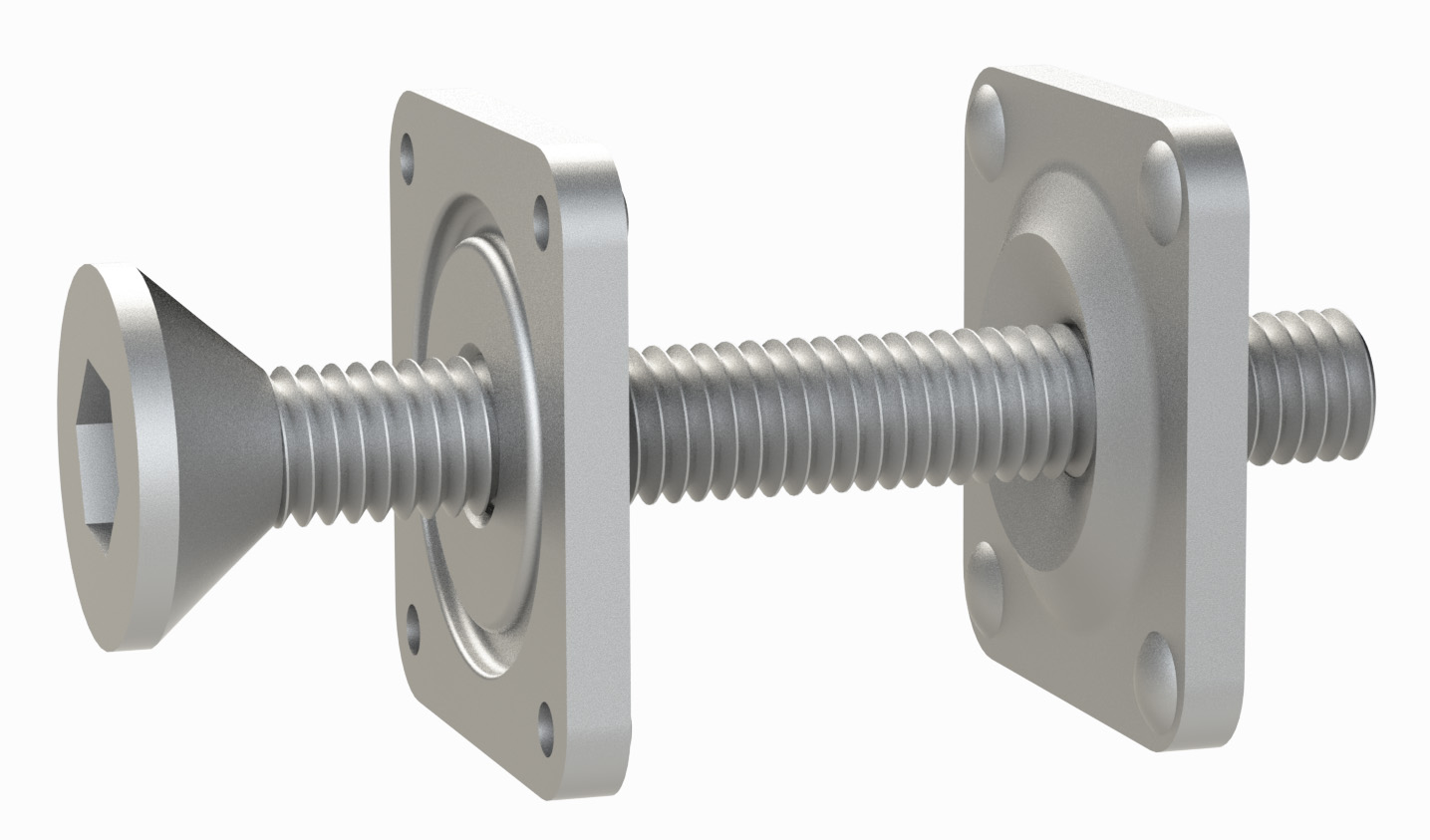
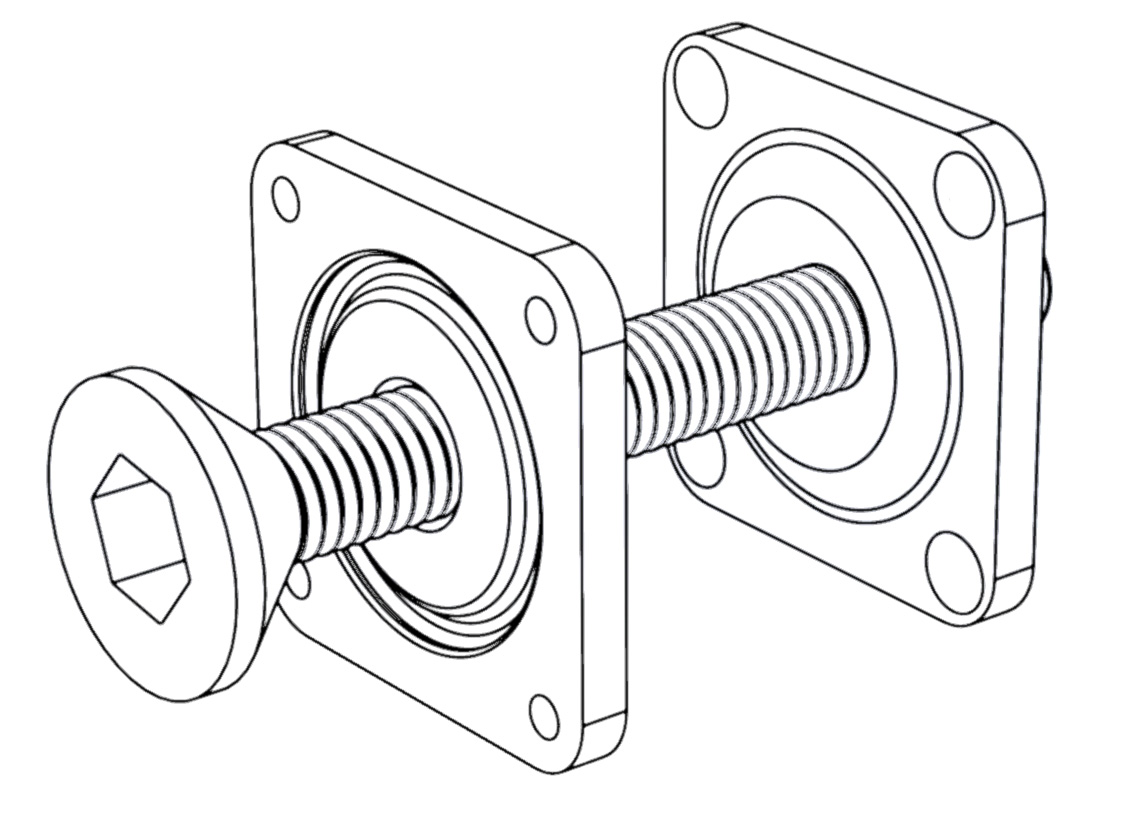
Соединение состоит из двух планшайб квадратной формы, в нижнюю запрессована гайка.
Планшайбы стягиваемые между собой винтом М6х50 обеспечивают плотное скрепление ленты.
Сами планшайбы глубоко прячутся в обкладке ленты, что уменьшает износ роликов конвейера и самой шайбы.
Преимущества:
Прочность стыка увеличена до 2000 кН/м;
Стык герметичен, особенно если усилить соединение проклеиванием;
Уменьшает износ роликов конвейера и самой шайбы;
Самый быстрый способ стыковки;
Возможна стыковка при отрицательных температурах окружающей среды;
Возможна стыковка при сильной запыленности окружающей среды;
Возможно осуществление стыковки персоналом без специальной подготовки;
Толщина ленты
Прочность на разрыв
Мах. натяжение
min. Диаметр барабана
Состав комплекта
5-40мм
2500 Н/мм
2000 кН/м
100мм
Шайба верхняя - 150 шт. Шайба нижняя с гайкой - 150 шт. Винт М6х50 - 150 шт. Бита TORX T30 - 1 шт.
Вулканизация
Горячая вулканизация
1, 5 — соединяемые концы конвейерных лент;
2 — прослоечная резина для стыка;
3, 6 — нагревательные плиты пресса;
4 — обкладочная резина.
Холодная вулканизация
1, 2 — соединяемые концы конвейерных лент;
3 — клей холодного отверждения для стыка.
Подготовка к вулканизации
Оптимальная температура окружающего воздуха при вулканизации от +15°С до +23°С.
Более низкая температура требует нагрева материалов и лент.
При превышении температуры более +23°С сушка растворителей и нанесенного клея неравномерна, его жизнеспособность снижается.
Выбор способа нахлестки при вулканизации
нахлестной,
полунахлестной,
в замок (в пасть),
на клин.
Нахлестной
Количество прокладок в стыке на одну больше чем в ленте
Применение: мощные магистральные конвейеры
Полунахлестной
Количество прокладок в стыке равно числу прокладок в ленте
Применение: в большинстве случаев эксплуатации лент
В замок (в пасть)
Способ нахлестки «в замок» («в пасть») — стыки выполняются персоналом высокой классификации
Применение: аналогично с условиями с 1 и 2 способом
На клин
Способ нахлестки «на клин» — высокая степень механизации.
Применение: массовое производство комплектующих лент («колец»)
Выбор параметров стыка
Основными параметрами стыков являются:
Длина стыка
Длина стыка конвейерной ленты — определяется из числа прокладок и прочности ткани.
Чем выше прочность ткани и число прокладок, тем больше длина ступенек и соответственно стыка.
Условия эксплуатации
Длина стыка в долях ширины ленты при прочности ткани каркаса, (H/мм)
Рекомендуемое минимальное число ступеней
Угол скоса в долях ширины ленты
55-100
150-200
300-700
Тяжелые и очень тяжелые условия эксплуатации, загруженные конвейеры
Не рекомендуется применять ленты данной прочности
1,0…1,2
1,0…1,5
3
0,3
Средние условия, рядовые конвейеры
0,5…1,0
0,8…1,2
0,8…1,5
3
0,3…0,5
Средние и легкие условия, малонагруженные конвейеры
0,4…0,6 но не менее 200мм.
0,6…0,8
Не рекомендуется применять ленты данной прочности
2-3
0,3…0,5
Легкие условия эксплуатации, подсобные конвейеры
0,4…0,6
0,4…0,8
Не рекомендуется применять ленты данной прочности
1-2
0…0,5
(прямой угол стыка для конвейеров с диаметром барабанов ≥400мм.)
(прямой угол стыка для конвейеров с диаметром барабанов ≥400мм.)
(прямой угол стыка для конвейеров с диаметром барабанов ≥400мм.)
(прямой угол стыка для конвейеров с диаметром барабанов ≥400мм.)
(прямой угол стыка для конвейеров с диаметром барабанов ≥400мм.)
(прямой угол стыка для конвейеров с диаметром барабанов ≥400мм.)
Длина ступеней
Длина ступеней у стыка конвейерной ленты — считается так: длина стыка делиться на число ступеней в большинстве случаев она не превышает ширину ленты.
Прочность тканевой прокладки, (H/мм)
55
100
200
300
400
Длина средних ступенек, (мм)
100
150
250
300
350
Длина крайних ступенек, (мм)
130
200
330
400
470
Число ступеней
Число ступеней у стыка конвейерной ленты — для полунахлестного стыка обычно на одну меньше числа прокладок, для нахлестного типа — равно числу прокладок в стыкуемых лентах.
Угол скоса стыка
Угол скоса стыка конвейерной ленты — обычно угол равный 1/3 ширины ленты, для барабанов с диаметром 100–150 мм угол = 1/2 и более от ширины ленты, для барабанов с диаметром 400 мм и выше стыки могут выполняться без скосов, прямыми (таблица в подразделе: выбор длины стыка).
Обычно нижний шов стыка идет первым по ходу движения ленты, вероятность задира в этом случае минимальна.